


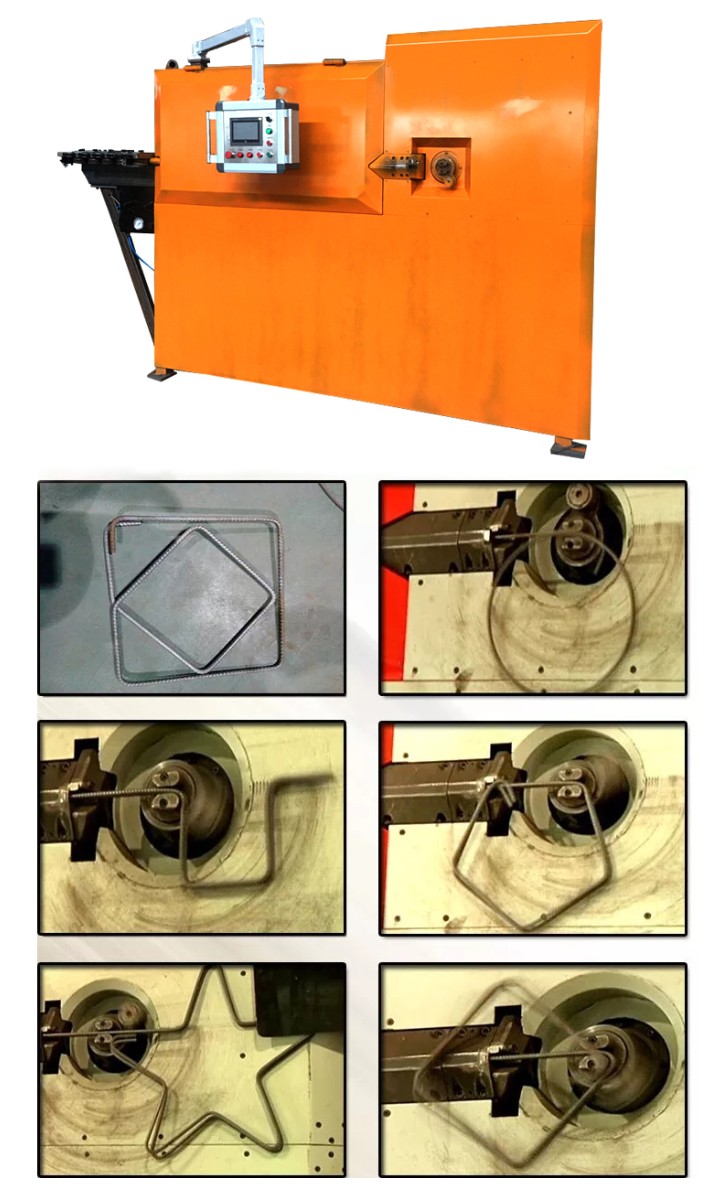
數控鋼筋彎箍機常見的故障有(yǒu)以下幾個(gè):
1、彎雙筋的時(shí)候外面的一根鋼筋有(yǒu)脫落彎曲軸心的趨勢時(shí),這時(shí)應有(yǒu)的應對措施是降低(dī)彎曲的速度。
2、出筒後的鋼筋不平直,經常出現上(shàng)翹下彎的問題,這時(shí)應該分别調節下面和(hé)上(shàng)面邊的一組的組輪,反方向的頂過去。
3、調轉,這是一種比較簡單的故障,隻要調節感應開(kāi)關即可(kě)。
4、在使用鋼筋彎箍機要注意壓力的保持,一般以4MPa為(wèi)宜,過高(gāo)可(kě)能會(huì)造成鋼筋變形或者設備的損壞。
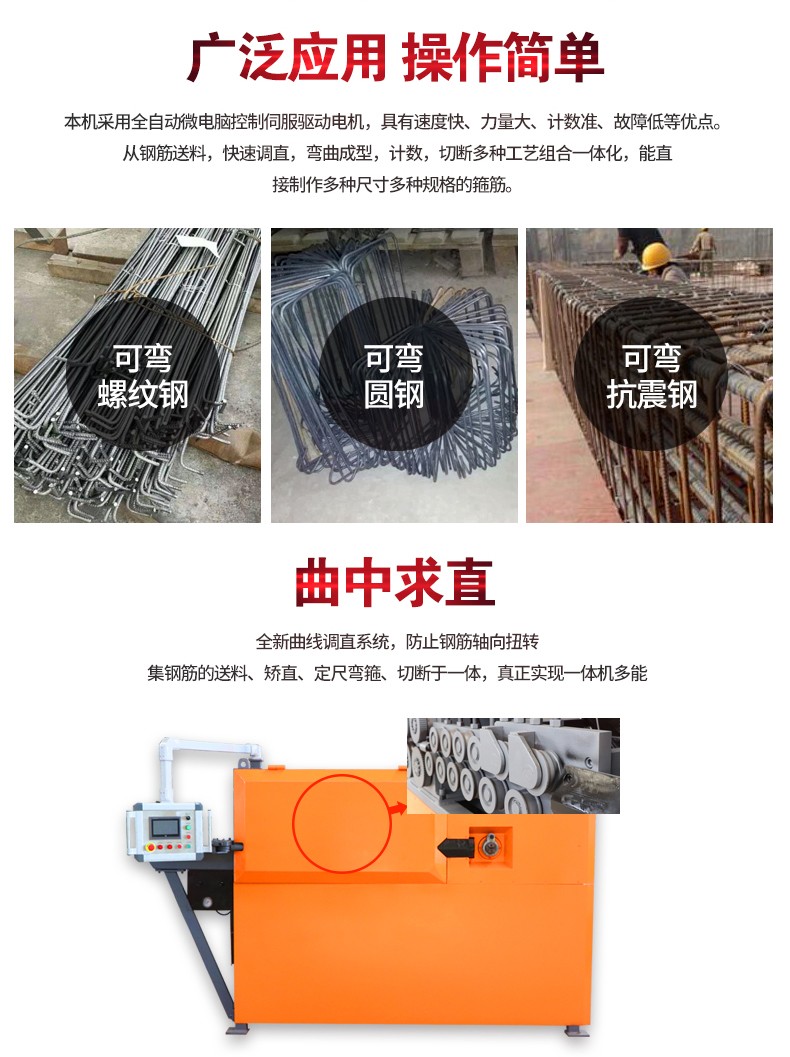
鋼筋彎箍機不回位?
鋼筋彎箍機産生不回位的主要故障是執行(xíng)機構不公正,檢查彎箍機元器(qì)件、氣閥是否損壞?如損壞,需要更換元器(qì)件或氣閥。再檢查氣壓是否足夠?如氣壓不夠,需要增加氣路壓力。還(hái)要檢查控制(zhì)線路是否接觸不良或斷開(kāi)?需要檢查發生故障的線路。再檢查感應開(kāi)關是否松動?需要檢查松動的感覺開(kāi)關,如有(yǒu)必要還(hái)需更換感應開(kāi)關。
彎箍機系統不工作(zuò)?
鋼筋彎箍機系統不工作(zuò)的主要原因有(yǒu):
1、檢查彎箍機急停按鈕是否被按下,及時(shí)恢複急停按鈕。以上(shàng)就是彎箍機系統不工作(zuò)的3種情況,如果排除了上(shàng)面三種狀況外,系統還(hái)是不工作(zuò),可(kě)以撥打24小(xiǎo)時(shí)售後電話(huà)咨詢。
2、主機與控制(zhì)櫃未聯機,需要檢查主機與控制(zhì)櫃的連接情況,确保電纜連接牢固并正常工作(zuò)。
3、彎箍機系統處于報警狀态,需要檢查彎箍機的感應器(qì)的位置是否異常,同時(shí)要确認各感應開(kāi)關是否損壞,并及時(shí)更換。
鋼筋彎箍機執行(xíng)機構不工作(zuò)?
鋼筋彎箍機的執行(xíng)機構不工作(zuò),如:不送鋼筋,彎曲頭不工作(zuò),加緊件不工作(zuò)等,需要檢查下面三個(gè)地方:
1、查看感應開(kāi)關是否松動,及時(shí)調整好感應開(kāi)關。上(shàng)面就是彎箍機執行(xíng)機構不工作(zuò)的三種情況。
2、檢查元器(qì)件或者氣閥,及時(shí)更換損壞的元器(qì)件和(hé)氣閥。如果是氣壓不夠,調整氣路壓力大(dà)小(xiǎo)。
3、檢查控制(zhì)線路是否接觸不良或者斷開(kāi),檢查調整發生故障的線路。
鋼筋彎箍機執進料伺服電機報警?
鋼筋彎箍機的執行(xíng)進料伺服電機報警,需要檢查下面兩個(gè)地方:
1.進料伺服電機過熱,超負荷,需要先停止彎箍機工作(zuò),等伺服電機散熱到室溫。再調整壓緊輪汽缸壓力到0.2Mpa,重新調整矯直輪的壓緊力,同時(shí)減小(xiǎo)電機負荷。
2.其他故障引起導緻,需要電話(huà)聯系公司售後服務人(rén)員進行(xíng)遠程故障排除。
鋼筋彎箍機進料鋼筋打滑?
進料鋼筋打滑有(yǒu)以下三種情況:
1、矯直部分的壓力太緊,導緻鋼筋打滑。解決辦法:重新調整鋼筋矯直部分。
2、壓緊輪氣缸壓力不夠,導緻鋼筋打滑。解決辦法:加大(dà)壓緊輪調壓閥壓力;
3、壓緊輪,進給磨損嚴重,導緻鋼筋打滑。解決辦法: 更換新的壓緊輪與進給輪;
| 上(shàng)一條:淺談數控鋼筋籠滾焊機的特點及優點 | 下一條:數控鋼筋彎曲中心使用方法 - 專業程度決定企業生産的成敗 |

江蘇中海橋梁設備有限公司
手機:176-0537-8936
郵箱:sdjjql@163.com
網址:www.sdjjql.com
地址:山(shān)東高(gāo)新區(qū)工業園







 首頁
首頁
 産品展示
産品展示
 電話(huà)
電話(huà)
 聯系我們
聯系我們