

制(zhì)作(zuò)成型
一、搭建場(chǎng)地
鋼筋籠加工制(zhì)作(zuò)的時(shí)候要求防雨,防潮,出入方便。一般選好合适的平整場(chǎng)地後,按需要搭建大(dà)棚,并拉好安全電源。
二、進購原材料
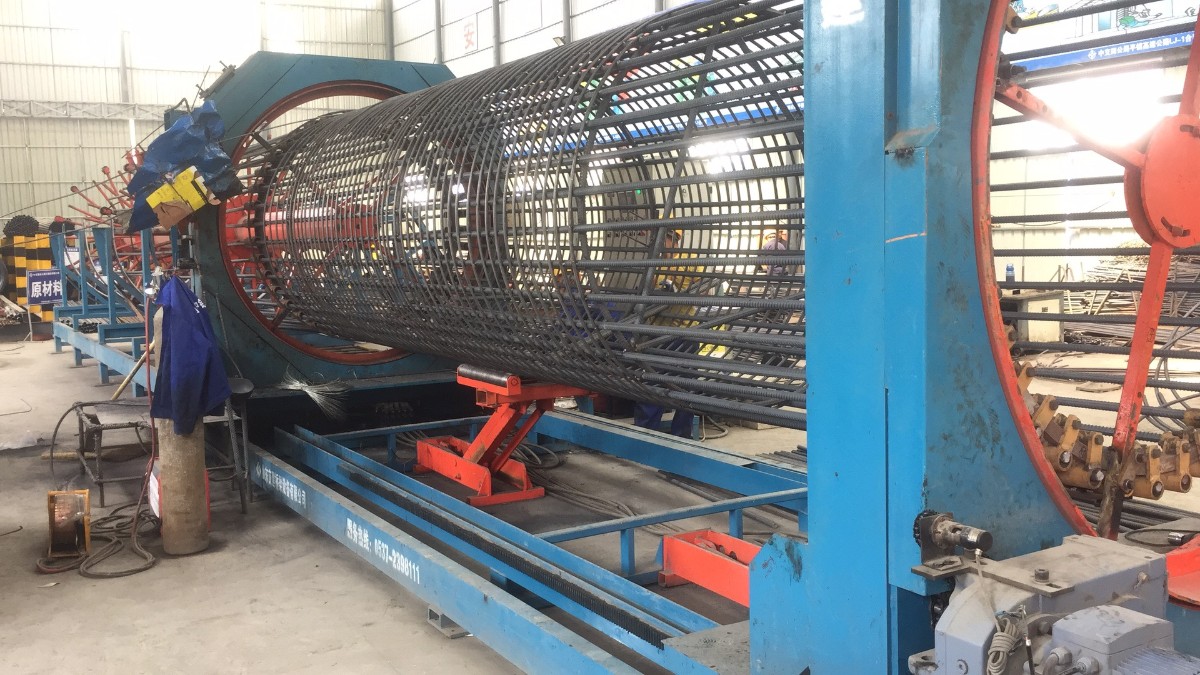
按設計(jì)的圖紙要求進購鋼筋,按要求截取鋼筋并送到相關質量檢測部門(mén)進行(xíng)檢驗,檢驗合格後方可(kě)使用。焊接鋼筋時(shí),如果用電弧焊,則要按施工要求進購焊條,焊條的質量将直接影(yǐng)響鋼筋籠的質量。如果有(yǒu)條件可(kě)以買我國自行(xíng)研發的鋼筋籠滾焊機。
三、加工制(zhì)作(zuò)
按設計(jì)的圖紙要求進行(xíng)鋼筋加工。制(zhì)作(zuò)好的鋼筋籠在監理(lǐ)人(rén)員檢驗合格後按要求堆放。
制(zhì)作(zuò)控制(zhì)要點
鋼筋原材是否已經送檢合格,原材規格是否符合圖紙設計(jì)要求,箍筋間(jiān)距、焊接點搭接長度,焊條要有(yǒu)質保單。鋼筋籠制(zhì)作(zuò)嚴格按設計(jì)加工,主筋位置用鋼筋定位支架控制(zhì)等分距離。.鋼筋保護層厚度。鋼筋對接處是否按要求打彎,打彎處焊接的焊縫厚度,焊縫長度是否符合質量要求。
鋼筋加工
4.1.1 除鏽
鋼筋加工前如鋼筋表面有(yǒu)油漬、漆污、鐵(tiě)鏽、浮皮等應以清除,使其表面潔淨。鋼筋除鏽可(kě)用人(rén)工除鏽。
4.1.2 矯直
鋼筋應平直,如局部彎曲度超過标準的,應予以矯直後才可(kě)使用。
4.1.3 下料
直徑40mm以下的鋼筋可(kě)用機械切割;直徑12mm以下的可(kě)用人(rén)工切割,切割時(shí)要保證斷料的長度準确性。
4.1.4 彎曲成型
根據圖紙和(hé)配料單所表示的規格、尺寸彎曲成型,其誤差應控制(zhì)在規定範圍之內(nèi)。
4.2 鋼筋籠焊接制(zhì)作(zuò)
4.2.2 鋼筋籠的焊接
4.2.2.1 施焊前,鋼筋的裝配與定位應符合下列要求:
a) 采用幫條焊時(shí),兩主筋端面之間(jiān)的間(jiān)隙應為(wèi)2.5mm。
b) 采用搭接焊時(shí),應保證兩鋼筋的軸線在同一直線上(shàng),不得(de)錯開(kāi)搭接焊。
c) 幫條與主筋之間(jiān)用四點定位焊固定,搭接焊時(shí),用兩點固定,定位焊縫應離幫條或搭接端部20mm以上(shàng)。
4.2.2.2
施焊時(shí),引弧應在幫條或搭接鋼筋的一端開(kāi)始,收弧應在幫條或搭接鋼筋端頭上(shàng),弧坑應填滿。多(duō)層施焊時(shí),一層焊縫應有(yǒu)足夠的熔深。主焊縫與定位焊縫,特别是在定位焊縫的始終端,應熔合良好。
4.2.2.3
鋼筋接頭采用幫條焊或搭焊時(shí),焊縫長度不應小(xiǎo)于幫條或搭接長度,焊縫高(gāo)度應大(dà)于等于0.3d,并不小(xiǎo)于4mm;焊縫寬度大(dà)于等于0.7d,并不小(xiǎo)于10mm。
4.2.3 鋼筋焊接質量檢驗與驗收

4.2.3.1 外觀檢查
鋼筋電弧焊接頭外觀檢查應在接頭清渣後逐個(gè)進行(xíng)目測或量測,其結果應符合下列要求:
a) 焊縫表面平整,不得(de)有(yǒu)較大(dà)的凹陷、焊瘤。
b) 接頭處不得(de)有(yǒu)裂紋。
c) 當有(yǒu)外觀檢查不合格接頭時(shí),經修理(lǐ)或補強後,可(kě)提交二次驗收。
4.2.3.2 強度檢驗
鋼筋焊接必須做(zuò)強度檢驗,以300個(gè)同類型接頭(同鋼筋級别、同接頭形式、同焊接位置)作(zuò)為(wèi)一批,不足300個(gè)時(shí),按一批計(jì)。強度檢驗時(shí),從成品中每批切取三個(gè)接頭進行(xíng)拉伸試驗。
4.3 鋼筋籠的安裝
4.3.1 鋼筋籠制(zhì)作(zuò)完後,臨時(shí)堆放在平整的地方,以防變形。
4.3.2 鋼筋籠在運輸過程中應采取措施保證其不變形,不扭曲。必要時(shí)應加固處理(lǐ)。
4.3.3 鋼筋籠在孔內(nèi)立焊時(shí),應符合焊接标準。
4.3.4 下籠前應按規定加設鋼筋保護層,确保保護層厚度符合規定。保護層允許偏差對于水(shuǐ)下砼樁為(wèi)±20mm。
4.3.5 下籠後,籠頂标高(gāo)應符合設計(jì)要求,其誤差不大(dà)于200mm。
4.3.6 下籠後鋼筋籠應予以固定。如需吊筋,其吊筋長度和(hé)強度應經過計(jì)算(suàn)确定。
4.3.7 下籠時(shí)如遇阻,可(kě)适當轉動鋼筋籠。但(dàn)不得(de)采用強墩等可(kě)能影(yǐng)響鋼筋籠質量或孔壁形狀的方法。
| 上(shàng)一條:關于鋼筋籠滾焊機電極材料的重要性和(hé)選擇方法 | 下一條:數控鋼筋彎曲中心使用方法 - 專業程度決定企業生産的成敗 |

江蘇中海橋梁設備有限公司
手機:176-0537-8936
郵箱:sdjjql@163.com
網址:www.sdjjql.com
地址:山(shān)東高(gāo)新區(qū)工業園







 首頁
首頁
 産品展示
産品展示
 電話(huà)
電話(huà)
 聯系我們
聯系我們